


 当前位置:
当前位置:感应加热淬火
感应加热淬火
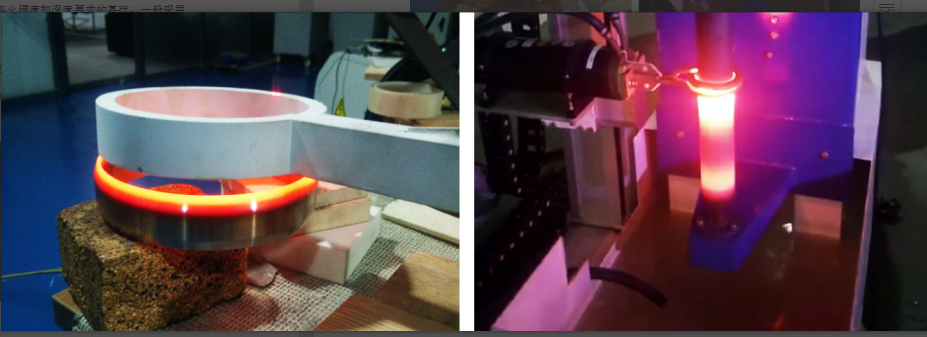
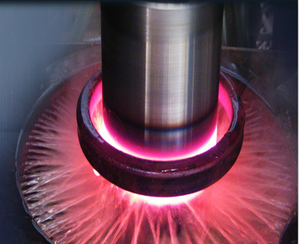
淬火应用是感应加热领域中非常重要的一个应用,比如汽车部件、模具硬化等。
选择合适的输出电流值和频率设计,是满足用户淬火硬度和深度要求的基础,一般采用10kHz以上的频率范围。
从加热物体表面到电流密度降至 37%处间的距离即为穿透深度。这一深度的增加与频率的降低有关。因此选择正确的频率很重要,频率正确,才能获得所需穿透深度。
感应加热淬火与普通加热淬火(淬火炉或火焰方式)比较具有:
1、加热速度极快,可扩大A体转变温度范围,缩短转变时间。
2、淬火后工件表层可得到极细的隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。
3、经该工艺处理的工件不易氧化脱碳,甚至有些工件处理后可直接装配使用。
4、淬硬层深,易于控制操作,易于实现机械化,自动化。
可以淬火头固定于淬火机床或工作平台上,工件通过式进行淬火。也可以选择采用移动输出型系统,淬火加热头和喷液机构都固定于较小尺寸和重量的输出终端上,终端和电源主机电缆连接(最长可达10米),而操作者手持终端对工件进行淬火加热,也可把终端固定于传动装置或机械手上,实现淬火过程的多轴向和预订行程曲线方式。


上一篇: 模具加热与恒温
下一篇: 感应加热管道预热与热处理









 查看公司总部地址
查看公司总部地址